REFORMING OF VEGETABLE OILS FOR THE PRODUCTION OF SYNTHESIS GAS: THERMODYNAMIC ANALYSIS AND FLOWSHEET DESIGN
Sudhakara Reddy Yenumala
A Dissertation Submitted to Indian Institute of Technology Hyderabad In Partial Fulfillment of the Requirements for The Degree of Master of Technology
Department of Chemical Engineering
June, 2011
Declaration I declare that this written submission represents my ideas in my own words, and where others‟ ideas or words have been included, I have adequately cited and referenced the original sources. I also declare that I have adhered to all principles of academic honesty and integrity and have not misrepresented or fabricated or falsified any idea/data/fact/source in my submission. I understand that any violation of the above will be a cause for disciplinary action by the Institute and can also evoke penal action from the sources that have thus not been properly cited, or from whom proper permission has not been taken when needed.
(Signature)
(Student Name)
(Roll No)
Page | ii
Approval Sheet
This Thesis entitled Reforming of vegetable oils for the production of synthesis gas: Thermodynamic analysis and flowsheet designby Sudhakara Reddy Yenumala is approved for the degree of Master of Technology from IIT Hyderabad.
(Dr. ShirishKarve) Examiner Dow Chemicals
___ (Dr. V. M. Janardhanan) Examiner Department of Chemical Engineering IIT Hyderabad
(Dr. Sunil K. Maity) Adviser Department of Chemical Engineering IIT Hyderabad
_ (Dr. TarunKanti Panda) Chairman Department of Chemical Engineering IIT Hyderabad
Page | iii
Acknowledgements
I would like to thank all those who gave me the possibility to complete this thesis. First, I want to express my sincere and utmost gratitude to my advisor, Dr. Sunil K. Maity, not only for his insightful suggestions throughout my research, but also for his patience and generous support during my post graduate years.
I also take this opportunity to express my sincere thanks to Prof. SrinivasJayanti, Head of the department for making available necessary laboratory and departmental facilities to complete this research work. I am also grateful to other faculty members of the department for their help.
I wish to convey my sincere gratitude to the Director, IIT-Hyderabad for providing me the opportunity to pursue my research in this institute.
I am also thankful to all classmates (IIT-Hyderabad & IIT-Madras), and Ph.D. scholars, especially SrinivasAppari, Ravi Gujjula and Harikishan Reddy E for their help, encouragement and creating an excellence atmosphere. I am also thankful to computer centre members, who have contributed towards the successful completion of thesis.
(Sudhakara Reddy Yenumala) Indian Institute of Technology Hyderabad ODF Campus, Yeddumailaram Medak– 502205, India.
Page | iv
“Dedicated to my Parents”
Page | v
Abstract
The vegetable oils are one of the promising renewable feedstock for production of hydrogen suitable for application in hydrogen based fuel cells for electrical power generation. Conventionally, the hydrogen/synthesis gas is produced by steam reforming or partial oxidation of hydrocarbons, naphtha and natural gas, and coal gasification. With continual increase in energy demands, gradual depletion of fossil fuels reserves (petroleum, coal, and natural gas) and hence rises of oil price and stringent environmental legislations stimulated intense research on exploration of production of synthesis gas from renewable feedstock. The thermodynamic equilibrium analysis is an important tool to obtain equilibrium products composition and identify thermodynamically favorable operating window of the process. In the present work, a thermodynamic equilibrium analysis of reforming of vegetable oils to synthesis gas was studied by Gibbs free energy minimization method using Aspen Plus® to assess the influence of key operational variables on chemical equilibrium. The thermodynamic equilibrium analysis was performed considering the vegetable oils as a mixture of triglycerides containing three same fatty acids group in the structure. The triglycerides of fatty acids are nondata bank compounds of Aspen plus. The property method used for equilibrium analysis was first regressed using available physical and chemical properties of the triglycerides and the regressed property method was then used to calculate the equilibrium products composition. The thermodynamic equilibrium analysis of steam reforming (SR) and auto thermal steam reforming (ATSR) of vegetable oil has been performed using the regressed property method. The effects of various parameters of SR of vegetable oils, temperature and steam-tocarbon ratio (SCR), on hydrogen yield and selectivity of CO and methane was studied in a broad range of temperature (573–1273K) and SCRs (1–6). The optimum conditions for SR of vegetable oils was then determined for maximum hydrogen yield with very low selectivity of methane. The maximum hydrogen yield was observed in the temperature range of 875-925K depending upon SCR. In order to operate the steam reformer at temperature of maximum hydrogen yield, the SCR of above 5 is required to maintain very low methane selectivity. The thermodynamic equilibrium analysis of ATSR of vegetable oils was then performed at different oxygen-to-
Page | vi
carbon ratios and thermoneutral conditions were then determined for various operating conditions. The dry reforming (DR) is another promising technology for the utilization of greenhouse gas, carbon dioxide, for the production of chemicals and fuels. The thermodynamic equilibrium analysis was then extended to dry reforming (DR) and auto thermal dry reforming (ATDR) of vegetable oils. The effect of various process variables of DR and ATDR of vegetable oil, temperature, pressure, carbon dioxide-to-carbon ratio (CCR), and oxygen-to-carbon ratio (OCR) was studied for wide range of conditions: 573–1273 K, 1-20 bar, 0.5-3 CCR, and 0-1 OCR. The optimum conditions for DR of vegetable oils was then determined as 1050 K and CCR of 1.2 -2 for maximum hydrogen yield with very low selectivity of methane. The thermodynamic equilibrium analysis of ATDR of vegetable oils was then performed at different oxygen-to-carbon ratios and thermoneutral conditions were then determined for various operating conditions. The flow sheet analysis is an important tool to provide a techno-economic analysis of the process and to identify optimization and integration opportunities for cost saving and reduction of energy usage and environmental impact. In the present work, a base case flow sheet for steam reforming of vegetable oils was developed including the key processing steps. The Aspen plus was used to design the vegetable oil steam reforming process flow sheet. The design of flow sheet using Aspen plus was performed based on the optimal operating conditions of SR as obtained from thermodynamic equilibrium analysis.
Page | vii
Nomenclature aik
number of atoms of the kth element present in each molecule of species i
Ak
the total mass of kth element in the feed
fi
the fugacity of species i in system
fi 0
the standard-state fugacity of species i
Gt
total Gibbs free energy
Gi0
standard Gibbs free energy of species i
Gc ( g )
the standard Gibbs function of formation of solid carbon
Gc ( s )
the partial molar Gibbs free energy of gas carbon solid carbon
Gc ( s )
the molar Gibbs free energy of solid carbon
G 0fi
standard Gibbs free energy of formation of species i
G 0fc ( s )
standard Gibbs free energy of formation of solid carbon
nc
the number of mole of carbon
ni
the number of moles of species i
N
number of species in the reaction system
P
pressure of system
P0
standard-state pressure of 101.3 kPa
R
molar gas constant
T
temperature of system
yi
mole fraction of each substance in gas products
Page | viii
Greek symbols μi
chemical potential of species i
λk
Lagrange multiplier
i
fugacity coefficient of species i
Abbreviations SR
Steam reforming
DR
Dry reforming
ATSR
Autothermal steam reforming
ATDR
Autothermal dry reforming
TNC
Thermoneutral condition
SCR
Steam-to-carbon ratio
OCR
Oxygen-to-carbon ratio
CCR
Carbon dioxide-to-carbon ratio
Page | ix
Contents Chapter
Title
Page No
Declaration……………………………………….…………………………………..
ii
Approval Sheet ………………………………….…………………………………...
iii
Acknowledgements …………………………….……………………………………
iv
Abstract ………………………………………….…………………………………..
vi
Nomenclature……………………………………………………………………………
vii
Abbreviations ……………………………………………………………………………
ix
1
Introduction ………………………………………………………………………...
1
2
Literature review …………………………………………………………………...
3
2.1
Steam reforming (SR) &Autothermalsteam reforming (ATSR) …….……...
3
2.2
Dry reforming (DR) &Autothermal dry reforming (ATDR) ………….……..
4
3
Methodology ………………………………………………………………………..
5
4
Results and Discussion ……………………………….…………………………….
12
Steam reforming and Autothermal dry reforming ………………………….….…….
12
4.1.1
Equilibrium products composition ……………………………………..........
13
4.1.2
Effect of pressure ……………………………………………………..……..
14
4.1.3
Steam reforming ………………………………………………………..........
14
4.1.4
Optimum conditions for steam reforming …………………………...……....
16
4.1.5
Auto-thermal steam reforming ……………………………………..………..
16
4.1.6
Thermoneutral condition for autothermal steam reforming ……………........
17
Dry reforming and Auto thermal dry reforming ……………………………………..
26
Chemical reactions of DR and ATDR ……………………………………....
27
4.1
4.2
4.2.1
Page | x
4.2.2
Conversion of vegetable oils ………………………………………...............
27
4.2.3
Equilibrium products composition ………………………………………..…
27
4.2.4
Effect of pressure ………………………………………………………….. .
28
4.2.5
Dry reforming …………………………………………………………… …
28
4.2.6
Optimum operating conditions for dry reforming …………………….…….
31
4.2.7
Autothermal dry reforming …………………………………………..……...
31
4.2.8
Thermoneutral condition for ATDR ………………………..……………….
32
Flow sheet design …………………………………………………………………….
45
5
Conclusions …………………………………………………………………………
48
6
Scope of future work ……………………………………………………………….
49
References ………………………………………………………………………………..
50
4.3
Page | xi
Chapter 1 Introduction Conventionally, the hydrogen/synthesis gas is produced by steam reforming or partial oxidation of hydrocarbons, naphtha and natural gas, and coal gasification. With continual increase in energy demands, gradual depletion of fossil fuels reserves (petroleum, coal, and natural gas) and hence rises of oil price and stringent environmental legislations stimulated intense research on exploration of energy from renewable feedstock. Hydrogen, derived from renewable feedstock, is an attractive alternative and cleaner energy source and can be used in hydrogen based fuel cells for electrical power generation to meet future global energy needs. In addition, hydrogen is an important feedstock in chemical industry; for example production of ammonia, fertilizers. The production of syngas is of great importance in the chemical industry because of its applications for the production of methanol and liquid fuels by Fischer-Tropsch (F-T) synthesis [18, 22, 23, 24, 25,28, 50,and 68]. The growing concern of emission of greenhouse gas, CO2, due to use of fossil fuels stimulated intense research on use of CO2 for production of synthesis gas from renewable resources. Over last few decades, biomass has been gaining importance as source of renewable fuel and hydrogen. Several ways of producing synthesis gas from biomass have therefore been investigated like gasification and fast pyrolysis followed by SR. The technology of gasification by air, however, suffers from the drawback of low heating value (4–6 MJ/ m3) of resulting synthesis gas with 8–14 volume% hydrogen content only [35]. This makes it unsuitable for its direct use as fuel, chemical feedstock or in fuel cell. Although the second route has potential to produce synthesis gas with improved heating value and hydrogen contents; the economics however favors the use of hydrocarbons (natural gas, C2-C5, and naphtha) and inexpensive coal as feedstock. On the other-hand, the vegetable oils are another promising renewable feedstock for fuel because of ready availability, ease of transportation, low sulfur and aromatic content, and higher heat content (about 88% of diesel fuel) [17]. However, the direct use of such vegetable oils in engines has been found to be unsatisfactory because of their high viscosity, reactivity due to unsaturated molecules, and low ignition quality that leads to coking on injectors and plugged orifices [37, 38]. The methyl/ethyl esters of fatty acids present in such oils have proved to be promising enough as diesel called bio-diesel [9]. The significant research effort has been made in the past two decades on trans-esterification of vegetable oils with methanol/ethanol in presence of NaOH/KOH to produce bio-diesel suitable for blending with
Page | 1
petroleum based diesel and a few commercial plants have already been installed and are in operation throughout the world. The vegetable oils are also promising feedstock to produce synthesis gas because of its low oxygen content and high potential yields of hydrogen [39]. The technology of steam reforming (SR), partial oxidation, the combination of SR and partial oxidation commonly known as autothermal steam reforming (ATSR) [10,15, 30, 52, 53]have been regarded as the efficient processes for the production of synthesis gas. On the other hand, the dry reforming using carbon dioxide as reactant instead of steam and the combination of DR and partial oxidation commonly known as autothermal steam reforming (ATDR) [4, 7, 26,27]for the production of synthesis gas has been considered as a promising technology for the utilization of the greenhouse gas and conversion of CO2 into chemicals and fuels. Moreover, the DR reaction is an attractive alternative to partial oxidation and steam reforming as it produces synthesis gas with a higher purity and a lower H2 to CO ratio suitable for its conversion to liquid hydrocarbon fuel by Fischer-Tropsch (F-T) synthesis [19, 57, 65]. The SR and DR are endothermic reactions and the large amount of heat is to be supplied from outside. The partial oxidation on the other hand is an exothermic reaction and can lead to deactivation of catalysts due to the formation of a hot spot. The ATSR and ATDR, where partial oxidation acts as an internal heat source to the endothermic SR and DR, has been attracted a lot of research interests in recent times because of the improvement in reactor temperature control, reduction of hot spots, and avoiding catalyst deactivation [2, 3, 11, 46, and 29]. The thermodynamic equilibrium analysis is an important tool to obtain equilibrium products composition and identify thermodynamically favorable operating window of the process. The objective of study is to carry the thermodynamic equilibrium analysis of steam reforming (SR), auto thermal steam reforming (ATSR), dry reforming (DR) and autothermal dry reforming (ATDR) of vegetable oil. The effects of various parameters of reforming of vegetable oils, temperature and steam-to-carbon ratio (SCR), carbon dioxide-to-carbon ratio(CCR) on hydrogen yield and selectivity of CO and methane is to be studied and the optimum conditions for reforming of vegetable oils are then determined. The thermodynamic equilibrium analysis of autothermal reforming of vegetable oils are then performed at different oxygen-to-carbon ratios and thermoneutral conditions are then determined for various operating conditions.
Page | 2
Chapter 2 Literature review 2.1 Steam reforming (SR) and Autothermal steam reforming (ATSR)
In the past, extensive studies on thermodynamic equilibrium analysis of SR and ATSR of methane [13, 31 ,and 70], methanol [14, 19,and 57], ethanol [16, 20, 33,40, 47,49, and 54], propane [8, 67,and 71], dimethyl ether [51], coke-oven gas [72], glycerol [12, 61, 66, and 69], diesel [45],and bio oil [58, 59]have been published. However, the thermodynamic equilibrium analysis of any form of reforming of vegetable oils was not attempted in the past because of its complex chemical composition and unavailability of thermo-physical properties. The sorption enhanced steam reforming of oxygenated hydrocarbons is an alternative route for combining steam reforming of oxygenated hydrocarbons with CO2 separation in a single unit operation [12]. It has advantages of requiring short start-up time and energy consumption. In this route, there are CO2 adsorbents for the removal of CO2 from the gas mixture and the catalysts for the steam reforming reaction. Reaction and separation occur simultaneously, and thus the removal of CO2 from the gas phase will displace the equilibrium to higher H2 yield. Although such reported results are encouraging, there are still a lot of challenges to make the new process more economically feasible. Silva da and Müller, 2011; studied thermodynamic analysis of steam reforming of different oxygenated hydrocarbons (ethanol, glycerol, n-butanol and methanol) with and without CaO as CO2 sorbent is carried out to determine favorable operating conditions. Li M, 2009; has found that the H2 yield is enhanced while the graphite formation is suppressed in the sorption enhanced steam reforming of ethanol process. Wang and Li, 2010; have studied Thermodynamic analysis and experimental tests of glycerol steam reforming with/without calcium oxide (CaO) as a carbon dioxide (CO2) sorbent have been performed and compared. Chen et al., 2009; have studied thermodynamically the effect of temperature, pressure, steam-to-glycerol molar ratio, CO2 adsorption fractional and N2 dilution on glycerol steam reforming with CO2 adsorption by assuming the percentage of CO2 adsorption (0-99%). Li et al., 2010; have found that the optimal operation conditions for the reforming process. Wang and Cao, 2011; have reported sorption enhanced steam reforming of butanol to hydrogen was investigated using Gibbs free energy minimization method.
Page | 3
2.2 Dry reforming (DR) and Autothermal dry reforming (ATDR)
The significant research progress has been made in the past decade in the area of dry reforming of methane using various metal catalysts over various metal oxide supports [29, 55, and 57]. Several research articles was also published on thermodynamic understanding of dry reforming and autothermal dry reforming of various compounds such as methane[6, 31],methanol[19], propane[67], ethanol[27], butanol[62] and glycerol[26, 65]. Amin and Yaw, 2007; reported equilibrium analysis on combined CH4-reforming with CO2 andO2 and listed the optimal equilibrium conditions for the CH4:CO2:O2 ratios were within the range of 1:0.8:0.2 - 1:1:0.2 and temperatures of 1000 K. Őzkara-Aydınoğlu, 2010; reported thermodynamics equilibrium analysis of carbon dioxide reforming of methane combined with steam reforming to synthesis gas was studied by Gibbs free energy minimization method to understand the effects of process variables such as temperature, pressure and inlet CH4/H2O/CO2 ratios on product distributions. Wang and Wang, 2010; reported propane dry reforming (DR) and steam reforming (SR) equilibrium calculations employing the Gibbs free energy minimization were performed upon a wide range of pressure (1-5 atm), temperature (700-1100 K), carbon dioxide to propane ratio (CPR, 1-12) and water to propane ratio (WPR, 1-18). Kale and Kulkarni, 2010; reported dry autothermal reforming of glycerol equilibrium calculations and listed the best thermoneutral condition for auto thermal dry reforming of glycerol operation. However, thermodynamic equilibrium analysis of DR and ATDR of vegetable oils was not attempted in the past. The present work was therefore undertaken to explore the thermodynamic understanding of DR and ATDR of vegetable oils for production of synthesis gas.
Page | 4
Chapter 3 Methodology The vegetable oils (triglycerides) are fatty acids ester of glycerol. The three fatty acids groups present in a triglyceride molecules may be same or different and are expected to be distributed statistically in triglyceride molecules present in vegetable oils depending upon the fatty acids composition of the vegetable oil. Therefore, the vegetable oils are a complex mixture of wide range of chemical compounds. The thermodynamic equilibrium analysis of such a complex mixture is therefore very difficult because of unknown chemical composition and unavailability of physical and chemical properties of the triglycerides present in the vegetable oils. In the present thermodynamic equilibrium analysis, the vegetable oils are considered as a mixture of triglycerides consisting of three same fatty acid groups in their backbone for simplicity of analysis. The aliphatic hydrocarbon backbone of fatty acids present in the vegetable oils generally vary from 8 to 24 carbon atoms with majority of 16 and 18 carbon atoms (Table 1). As observed from the table, the palmitic, stearic, oleic, and linoleic acid are the major fatty acids constituents of most of the vegetable oils. Therefore, it may be reasonable to consider the vegetable oils as a mixture of tripalmitin, tristearin, trioleate, and trilinolein. However, in the present investigation, the vegetable oils are considered as a mixture of tripalmitin, tristearin, and trioleate only because of unavailability of physical properties of trilinolein. The tristearin, tripalmitin, and trioleate are however non-databank compounds of Aspen Plus. The chemical structure, molecular weight, normal boiling point, standard enthalpy, and Gibbs free energy of formation of these compounds required for regression of property method were obtained from different literatures as shown in Table 2. However, the standard enthalpy and Gibbs free energy of formation of tripalmitin are not available in literature and calculated using Aspen Plus as shown in Table 2 [5]. The temperature dependent properties such as heat capacity and vapor pressures of these compounds required for regression of property method were also taken from open literatures [21, 48] as shown in Table 3 and 4. The thermodynamic equilibrium analysis was performed using R-Gibbs reactor with UNIF-LBY as property method. The property method, UNIF-LBY was first regressed using available physical and chemical properties of the considered triglycerides. The regressed property method was then used to calculate the equilibrium products composition based on minimization of total Gibbs free energy of the
Page | 5
system. The thermodynamic analysis by minimization of Gibbs free energy was reported in detail by various groups [1, 31, 32,36, 42, 48, 60,61 and 71]. The total Gibbs free energy (Gt) of a system consisting of N number of chemical species is given as follows: i N
i N
Gt
ni
i N
ni Gi0
i
i 1
RT
ni ln
i 1
i 1
(1)
fi fi 0
where ni is the number of moles of species i, μi is the chemical potential of species i,
is the fugacity of
species i. The superscript „0‟ denotes a standard thermodynamic quantity. At low pressure and high temperature, the system can be considered as ideal [27, 62].
y P and fi 0
For reaction equilibria in gas phase, fi chemical element in its standard state,
P0 and since Gi0 is set equal to zero for each
i i
G0
G 0fi for each component is assumed. The minimum Gibbs
free energy of each gaseous species and that of the total system can be expressed as Eqs. (2) and (3), with the Lagrange‟s undetermined multiplier method.
G 0fi
RTln
yi P P0
i
N
ni
G 0fi
RTln
i 1
a
(2)
0
k ik k
yi P P0
(3)
i
a
0
k ik k
with the constraints of elemental balances: (4)
N
ni aik
Ak
i 1
where
G 0fi is the standard Gibbs function of formation of species i, P0 the standard-state pressure of
101.3 kPa, yi the gas phase mole fraction,
i
the fugacity coefficient of species i, λk the Lagrange
multiplier, aik the number of atoms of the kth element present in each molecule of species i, and Akthe total mass of kth element in the feed. When solid carbon (graphite) is involved in the system, the vapor–solid phase equilibrium is applied to the Gibbs-energy of carbon as shown in Eq. (5). Substituting Eq. (1) by Eq. (2) for gaseous species and by Eq. (5) for solid species gives the minimization function of Gibbs-energy as following Eq. (6):
Gc ( g )
Gc ( s )
Gc ( s )
G 0fc ( s )
0
(5)
Page | 6
N 1
ni i 1
G 0fi
RTln
yi P P0
i
k aik
nc G 0fc ( s )
(6)
0
k
where Gc ( g ) , Gc ( s ) , Gc ( s ) , G 0fc ( s ) , and nc are the partial molar Gibbs free energy of gas carbon, that of solid carbon, the molar Gibbs free energy of solid carbon, the standard Gibbs function of formation of solid carbon, and mole of carbon, respectively. The equilibrium calculations employing the Gibbs-energy minimization were done with the Aspen plus, Aspen Tech™.
Page | 7
Table 1 - Fatty acid composition of different vegetable oils [17,63]. Fatty acids
mole % Systematic name
Structurea
Formula
Sunflower
Soybean
palmitic
hexadecanoic
16:0
C16H32O2
6.4
13.9
stearic
octadecanoic
18:0
C18H36O2
2.9
2.1
cis-9-Octadecenoic
18:1
C18H34O2
17.7
23.2
cis-9,cis-12- octadecadienoic
18:2
C18H32O2
72.9
56.2
oleic linoleic a
xx:y indicates xx carbons in the fatty acid chain with y number of double bonds.
Page | 8
Table 2 - Properties of tristearin, tripalmitin, and trioleate[42,43and 64] Property chemical
Tripalmitin
Tristearin
Trioleate
H2C O COC15H31
H2C O COC17H35
H2C O COC17H33
HC O
Structure
IUPAC Name
COC15H31
HC O
COC17H35
molecular weight normal
boiling
COC17H33
H2C O COC15H31
H2C O COC17H33
2,3-
2,3-di(octadecanoyloxy)propyl
2,3-bis[[(Z)-octadec-9-
di(hexadecanoyloxy)propyl
octadecanoate
enoyl]oxy]propyl (Z)-
hexadecanoate Formula
HC O
H2C O COC17H35
octadec-9-enoate
C51H98O6
C57H110O6
C57H104O6
807.32
891.47
885.43
1086
1033
1120
916
909
911.36
-2.05
-2.18
-1.84
-555.0
-504.5
-263.8
point, K density, kg/m3 standard heat of formation, MJ/mole standard
Gibb‟s
free
energy,
MJ/mole
Page | 9
Table 3 - Liquid heat capacity data of triglycerides [41] Temperature, K
Tripalmitin, J/moleK
Tristearin, J/moleK
Trioleate, J/moleK
353
0.002697
0.002442
0.002397
373
0.002758
0.002498
0.002443
393
0.002819
0.002553
0.002488
413
0.002881
0.002609
0.002533
433
0.002942
0.002664
0.002578
453
0.003003
0.002720
0.002623
Page | 10
Table 4 - Vapour pressure data for triglycerides [21] Temperature, K
Tristearin, bar
Tripalmitin, bar
303
0.026484
0.052888
313
0.026674
0.052891
323
0.026676
0.052894
333
0.026677
0.052897
343
0.026678
0.0529
353
0.02668
0.052903
363
0.026681
0.052906
373
0.026682
0.052908
383
0.026683
0.05291
393
0.026684
0.052912
403
0.026685
0.052915
413
0.026686
0.052917
423
0.026687
0.052918
433
0.026688
0.05292
443
0.026689
0.052922
453
0.026689
0.052924
463
0.02669
0.052925
473
0.026691
0.052927
483
0.026691
0.052928
493
0.026692
0.05293
503
0.026693
0.052931
513
0.026693
0.052932
523
0.026694
0.052933
533
0.026694
0.052935
Page | 11
Chapter 4 Results and discussion 4.1 Steam and autothermal steam reforming
In the present thermodynamic equilibrium analysis, the vegetable oil was considered as mixture of tripalmitin (30 mole %), tristearin (25 mole %), and trioleate (45 mole %) with an average molecular composition of the mixture as C55.2H103.7O6. The key chemical reactions involved of SR and ATSR based on the average molecular composition are represented by the Scheme 1. The reported heat of reaction of SR (Eqs.(i) and (iii) of Scheme 1andEqs.(i)and(ii)ofScheme 2) and partial oxidation (Eq.(v) of Scheme 1) of vegetable oil was calculated using Aspen Plus [5].
Steam reforming reaction C55.2H103.7O6+ 49.2H2O ↔55.2CO+101.05H2
∆H298K=7.78MJ/mol
(i)
CO+H2O ↔CO2+H2
∆H298K = -41.17 KJ/mol
(ii)
C55.2H103.7O6+104.4H2O↔55.2CO2+156.25H2
H298K=5.54 MJ/mol
(iii)
∆H298K = -206 KJ/mol
(iv)
∆H298K = -4.11MJ/mol
(v)
Water gas shift reaction
Overall reaction
Methanation reaction CO+3H2 ↔ CH4 + H2O Partial oxidation reaction C55.2H103.7O6+ 24.6O2 ↔55.2CO+51.85H2 Scheme 1.
The most of the previous groups presented the results of thermodynamic equilibrium analysis in terms of products composition. However, a rationalize definition of the progress variables of SR and ATSR is desirable one and essential for complex and high molecular weight compounds like vegetable oils. The generalized definition of progress variables of vegetable oils reforming, hydrogen yield, selectivity of CO and methane, used throughout the present article are therefore defined as follows.
Page | 12
moles of H 2 formed moles of H 2 formed / moles of vegetable oil reacted moles of vegetable oil reacted
Hydrogen yield, % =100 =
156.25
Selectivity of CO, % =
moles of H 2 formed moles of vegetable oil reacted
stoichiometric
100
moles of CO formed 100 (moles of CO 2 +CO+CH 4 formed)
(8)
moles of CH 4 formed 100 (moles of CO 2 +CO+CH 4 formed)
Selectivity of CH 4 , % =
(7)
(9)
The two process variables of reforming of vegetable oils, steam-to-carbon ratio (SCR) and oxygen-to-carbon ratio (OCR), are defined as follows.
Steam-to-carbon ratio =
moles of steam moles of steam / moles of vegetable oil moles of vegetable oil
stoichimetric
(moles of steam) = 104.4 (moles of vegetable oil)
Oxygen-to-carbon ratio =
moles of oxygen moles of oxygen / moles of vegetable oil moles of vegetable oil
stoichiometric
(moles of oxygen) 24.6×(moles of vegetable oil)
(10)
(11)
The stoichiometric hydrogen yield and SCR used in the definition of Eq.(7) and Eq.(10) respectively are defined based on the Eqs.(iii) of scheme 1 and the stoichiometric OCR of the Eq.(11) are defined based on the Eq.(v) of scheme1.
4.1.1
Equilibrium products composition In the present study,hydrogen, carbon monoxide, carbon dioxide, methane, hydrocarbons and
various alcohols of up to seven carbon atoms, and coke (graphite forms) were considered as possible products in SR and ATSR. The compositions of the products formed in both form of reforming are shown in Table 5. As observed from the table, the mole fraction of compounds containing two or more carbon atoms and coke formed under equilibrium were very small and decreased with increasing SCR. Marquevich et al., 2001 also reported the formation of only a trace amount of C2 and C2+ compound for the SR of sunflower oil using a hydrotalcite type of nickel catalyst. Therefore, further thermodynamic equilibrium analysis was performed considering CO, CO2, H2, and methane as only products.
Page | 13
4.1.2
Effect of pressure From the stoichiometry of SR reactions (Eqs.(i) and(iii) of Scheme 1), it is expected that there
might be a significant effect of pressure on equilibrium products distribution. However, the simulation study revealed that effect of pressure on SR and ATSR of vegetable oil is negligible unless there is a significant change in pressure. Moreover, the elevated pressure has negative influence on the yield of hydrogen and hence the SR processes are usually operated close to atmospheric pressure in the temperature range between 773K and 1173K. Therefore, all subsequent simulation experiments were performed at atmospheric pressure. C56.1H104O6+106.2H2O↔56.1CO2+158.2H2
H298K=5.53 MJ/mol
(i)
C52.8H101O6+99.6H2O↔52.8CO2+150.1H2
H298K=5.36 MJ/mol
(ii)
Scheme 2. 4.1.3
Steam reforming
Effect of triglyceride compositions. The fatty acid compositions of vegetable oils generally vary depending on type and source. The effect of triglyceride composition was therefore studied to understand the behavior of SR of different vegetable oils. The complete equilibrium conversion of vegetable oils was observed under the range of temperatures and SCRs studied. The effect of triglyceride compositions on hydrogen yield at different SCR and temperature was studied at three different mole fractions of tripalmitin, tristearin, and trioleate, 0.15/0.15/0.7, 0.3/0.25/0.45, and 0.7/0.2/0.1 with an average molecular composition of the mixtures as C56.1H104O6, C55.2H103.7O6, and C52.8H101O6 respectively as shown in Fig. 4.1. The overall SR reaction based on average molecular compositions of these triglyceride mixtures are represented by Eq.(i) of Scheme 2, and Eq.(iii) of Scheme1, and Eq.(ii) of Scheme 2 respectively. The stoichiometric hydrogen yield and SCR require to define the hydrogen yield of Eq.(7) and SCR of Eq.(10) for the triglyceride mixtures were obtained from the respective overall SR reaction.The heat of reaction reported for the reaction of Eqs.(i) and (ii) of Scheme 2 are also calculated using Aspen Plus [5]. The hydrogen yield was found to increase with increasing SCR for fixed feed composition as observed from the figure. The variation of hydrogen yield with triglyceride composition is due to the fact that the potential yield of hydrogen for the mixtures decreases in the order of C56.1H104O6, C55.2H103.7O6, and C52.8H101O6 as observed from Eq.(iii) of Scheme 1 and Eqs.(i) and (ii) of Scheme 2.
Page | 14
On the otherhand, the trilinolein (C57H98O6) has lesser potential yield of hydrogen compared to tristearin and trioleate as one can observe from their chemical formula (Table 2). Therefore, the increase in trilinolein concentration in vegetable oils relative to tristearin and trioleate is expected to decrease the hydrogen yield. However, the trilinolein has higher potential yield of hydrogen than tripalmitin and hence increase in mole fraction of trilinolein relative to tripalmitin will increase the hydrogen yield. All subsequent studies were performed using the mixture of tripalmitin (30 mole %), tristearin (25 mole %), and trioleate (45 mole %).
Hydrogen yield.The effects of SCR and temperature on hydrogen yield are shown in Fig. 4.2. The hydrogen yield was found to increase with increasing SCR at a fixed temperature as observed from the Fig. 4.2a. With increase in SCR, the number of moles of water in reactant side of Eqs. (i-iii) of Scheme 1 increases and hence the equilibrium of SR and water gas shift reaction (WGSR) shifts towards the products side resulting in increased hydrogen yield. The increase of SCR also promotes the reverse methanation reaction of Eq. (iv) of Scheme 1 resulting in further increase in hydrogen yield. The effect of temperature on hydrogen yield is shown in Fig. 4.2b. The hydrogen yield was found to increase with increase in temperature, reaches maxima, and then decreases a little as observed from the figure. This is because of the fact that SR reaction is endothermic one and equilibrium shifts towards products side with increasing temperature resulting in increased hydrogen yield. WGSR and methanation reactions on the other hand are exothermic in nature and equilibrium shifts towards reactant side with increasing temperature. At lower temperatures, the methanation reaction is dominating one resulting in low hydrogen yield. The reverse methanation reaction increases with increase in temperature resulting in increase in hydrogen yield. However, at sufficiently high temperature the concentration of methane becomes very small (Fig. 4.4) and reverse WGSR dominates over reverse methanation reaction resulting in decrease in hydrogen yield with further increase in temperature. The similar trends of hydrogen yield with temperature were also observed experimentally for the SR of sunflower oil over a commercial nickel-based catalyst (39).
Selectivity of CO.The effects of SCR and temperature on selectivity of CO are shown in Fig. 4.3. The CO selectivity was found to decrease slightly with increasing SCR because of increase in WGSR with SCR as observed from the Fig. 4.3a. At low temperature, the CO selectivity was found to be quite low and the selectivity was found to increase with increase in temperature as observed from the Fig. 4.3b. This is because of the fact that the low temperature favors exothermic WGSR and methanation reactions leading to low CO selectivity. The reverse methanation reaction and reverse WGSR favors with increase in temperature resulting in increase in CO selectivity.
Page | 15
Selectivity of methane.The effects of SCR and temperature on selectivity of methane are shown in Fig. 4.4. The selectivity of methane was found to be very high at low temperature and decreased with increase in temperature as observed from the figures. This is because of the fact that the methanation is an exothermic reaction and favors at low temperature. The selectivity of methane was also found to decrease with increase in SCR. It was further observed from the Fig. 4.4a that the change in selectivity of methane with SCR was very sharp at higher temperatures. This is because of the fact that methane reforming is an endothermic reaction and favors with increase in SCR and temperature.
4.1.4
Optimum conditions for steam reforming
The production of high purity hydrogen gas with low proportions of methane and CO from SR is desirable one for its application as chemical feedstock, fuel or in fuel cell for electrical power generation. As observed qualitatively from the Figs. 4.2-4.4, the hydrogen yield increases with increase in the SCR and temperature. The selectivity of methane decreases with increasing temperature and SCR. It is also observed from the figures that the increase in SCR and decrease in temperature resulted in decreases of CO selectivity. On the other hand, the high SCR for SR is desirable to prevent coke formation on the surface of the catalyst. The energy requirement of the process will however increase by use of excessively high amount of steam and hence operation at optimum SCR and temperature is very much important to improve the economics of the process. The maximum hydrogen yield was observed in the temperature range of 875-925K depending upon SCR. In order to operate the steam reformer at temperature of maximum hydrogen yield, the SCR of above 5 is required to maintain very low methane selectivity. Therefore, the optimum operation window of SR of vegetable oils is 875-925K and SCR of 5-6. The SR of vegetable oils can also be operated at SCR in the range of 2-3 to reduce the heat duty and hence improve the economics of the overall process. The use of SCR lower than optimum value will however force the operation at temperature somewhat above the maximum hydrogen yield (950-1000K) to minimize the selectivity of methane (Fig. 4.2b and 4.4b).
4.1.5
Auto-thermal steam reforming
The ATSR was studied for various OCRs to understand the effect of OCR on hydrogen yield and selectivity of CO and methane as shown in Fig. 4.5. The trend of results for ATSR was found to be
Page | 16
similar to that of SR as observed from the figures. However, the hydrogen yield and selectivity of CO and methane in ATSR were found to be less compared to SR and decreased with increasing OCRs. This is because of the fact that the increased amount of feed utilized for partial oxidation reaction (Eq.(v) of Scheme 1) with increase in OCR resulting in reduction in the hydrogen yield and selectivity of CO and methane. As the trends of results of SR and ATSR are same, it may also be concluded that SR and ATSR proceeds independently and the optimum temperature and SCR for ATSR also remains same to that of SR.
4.1.6
Thermoneutral condition for autothermal steam reforming
The operation of ATSR at thermoneutral condition requires no external energy for cooling or heating, which makes it valuable from energy consumption point of view. The study was therefore extended to the energy balance to evaluate thermoneutral condition for ATSR of vegetable oils. Fig. 4.6 shows the variation of heat duty with temperature at different OCR. The analysis of heat duty was performed considering feed consisting of vegetable oils, steam, and oxygen entered into the reactor at the temperature of reactor. The intersection of heat duty curves with thermoneutral line (corresponding to zero heat duty) represents the thermoneutral temperature. It is observed that the process exothermicity increases with increase in temperature and OCR. As observed from the figure, the OCR of 0.53 and 0.55 is to be used for thermoneutral operation of ATSR at 900K and SCR of 3 and 6 respectively.
Page | 17
Table 5 - Product composition for reforming of vegetable oil (SR and ATSR). a mole fraction steam reforming
Components
autothermal steam reforming
SCR=1.0
SCR=5.0
SCR=1.0
SCR=5.0
hydrogen
0.241
0.277
0.232
0.18
carbon monoxide
0.046
0.01
0.021
0.004
carbon dioxide
0.191
0.107
0.144
0.075
coke (graphite form)
Trace
-
-
-
methane
0.328
0.038
0.087
0.003
ethane
6 PPM
74 PPB
461 PPB
Trace
ethylene
62 PPB
Trace
5 PPB
Trace
propane
Trace
Trace
Trace
Trace
propylene
Trace
Trace
Trace
Trace
ethanol
Trace
Trace
Trace
Trace
water
0.193
0.366
0.525
0.669
a
Conditions: temperature =773 K; pressure = 1 bar.
Page | 18
100
95
Hydrogen yield, %
90
85
80
Feed compositions Tripalmitin Tristearin Trioleate 0.15 0.15 0.7 0.3 0.25 0.45 0.7 0.2 0.1
75
70 1
2
3
4
5
6
7
8
9
10
Steam-to-carbon ratio
(a)
90
Hydrogen yield, %
85
80
75
mole fraction Tripalmitin Tristearin 0.15 0.15 0.3 0.25 0.7 0.2
70
65
Trioleate 0.7 0.45 0.1
60 800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.1:Effect of triglyceride compositions on hydrogen yield for SR of vegetable oil. Conditions: (a) temperature= 1073 K; pressure = 1 bar. (b) SCR=3; pressure = 1 bar.
Page | 19
473 K 573 K 673 K
120
773 K 873 K
Hydrogen yield, %
100
80
60
40
20
0 1
2
3
4
5
6
7
8
9
10
Steam-to-carbon ratio
(a)
100 90 80
Hydrogen yield, %
70 60 50 40
SCR = 1 SCR = 2 SCR = 3 SCR = 4 SCR = 5 SCR = 6
30 20 10 0 500
600
700
800
900
1000
1100
1200
1300
Temeprature, K
(b) Figure4.2: Effect of SCR and temperature on hydrogen yield for SR of vegetable oil.
Page | 20
673 K 773 K 873 K 973 K 1073 K
70
CO selectivity, %
60
50
40
30
20
10
0 1
2
3
4
5
6
7
8
9
10
Steam-to-carbon ratio
(a)
80
SCR = 1 SCR = 2 SCR = 3 SCR = 4 SCR = 5 SCR = 6
70
CO selectivity, %
60 50 40 30 20 10 0 500
600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.3: Effect of SCR and temperature on CO selectivity for SR of vegetable oil.
Page | 21
90
473 K 573 K 673 K
80
773 K 873 K 973 K
Methane selectivity, %
70 60 50 40 30 20 10 0 2
4
6
8
10
Steam-to-carbon ratio
(a)
70
SCR = 1 SCR = 2 SCR = 3 SCR = 4 SCR = 5 SCR = 6
Methane selectivity, %
60
50
40
30
20
10
0 500
600
700
800
900
1000
1100
1200
1300
Temeperature, K
(b) Figure4.4: Effect of SCR and temperature on CH4 selectivity for SR of vegetable oil.
Page | 22
90 80
Hydrogen yield, %
70 60 50
OCR = 0.0 OCR = 0.3 OCR = 0.4 OCR = 0.5 OCR = 0.6 OCR = 0.7 OCR = 0.8
40 30 20 10 600
700
800
900
1000
1100
Temeprature, K
(a)
35
30
CO selectivity, %
25
OCR = 0.0 OCR = 0.3 OCR = 0.4 OCR = 0.5 OCR = 0.6 OCR = 0.7 OCR = 0.8
20
15
10
5
0 600
700
800
900
1000
1100
Temperature, K
(b)
Page | 23
70
OCR = 0.0 OCR = 0.3 OCR = 0.4 OCR = 0.5 OCR = 0.6 OCR = 0.7 OCR = 0.8
60
Methane yield, %
50
40
30
20
10
0 500
600
700
800
900
1000
1100
Temeprature, K (c)
Figure 4.5: Effect of OCRs on (a) hydrogen yield, (b) selectivity of CO, and (c) selectivity of methane for ATSR of vegetable oil. Conditions: SCR=3; pressure 1 bar.
Page | 24
2 1
Heat0 duty, MMkcal/kmol -1 -2 -3
SCR=3 OCR 0.3 0.5 0.8
-4 -5 500
600
700
800
900
SCR=6 OCR 0.3 0.5 0.8 1000
1100
Temperature, K
Figure 4.6:Thermoneutral condition for ATSR of vegetable oil.
Page | 25
4.2 Dry reforming and autothermal dry reforming
The equilibrium calculations were performed by varying CCR and reaction temperature in the range of 0.5–3and 573–1273K respectively.The progress variables of DR of vegetable oil, hydrogen, CO, CH 4, and water yield and conversion of carbon dioxide, used throughout the article are defined as follows.
moles of H 2 formed moles of H 2 formed / moles of vegetable oil reacted moles of vegetable oil reacted
Hydrogen yield, % =100 =
moles of H 2 formed moles of vegetable oil reacted
51.85
CO, CH 4 or H 2O yield = Conversion of CO 2 , % =
stoichiometric
(12)
100
moles of CO, CH 4 or H 2O formed moles of vegetable oil reacted
moles of CO 2 in feed - moles of CO 2 in product (moles of CO 2 in feed)
(13)
100
(14)
The two process variables of DR of vegetable oils, carbon dioxide-to-carbon ratio (CCR) and oxygen-tocarbon ratio (OCR), are defined as follows.
Carbon dioxide-to-carbon ratio =
moles of CO2 moles of CO2 / moles of vegetable oil moles of vegetable oil
stoichiometric
(moles of CO2 ) 49.2×(moles of vegetable oil) Oxygen-to-carbon ratio =
moles of oxygen moles of oxygen / moles of vegetable oil moles of vegetable oil
stoichiometric
(moles of oxygen) 24.6×(moles of vegetable oil)
(15)
(16)
The stoichiometric hydrogen yield, and CCR used in the deninition of Eq.12 and Eq.15 respectively are defined based on the Eqs.(i) of scheme 3. The stoichiometric OCR of the Eq.16 are defined based on the Eq.(vi) of scheme3.
Vegetable oil dry reforming reaction C55.2H103.7O6 + 49.2 CO2 ↔104.4 CO + 51.85 H2
∆H298K=9.805MJ/mol
(i)
Water gas shift reaction
Page | 26
CO+H2O ↔CO2+H2
∆H298K = -41.17 KJ/mol
(ii)
CO+3H2 ↔ CH4 + H2O
∆H298K = -206 KJ/mol
(iii)
CO2 + 4H2 ↔ CH4 + 2H2O
∆H0298 = -165 kJ/mol
(iv)
∆H298K = 247KJ/mol
(v)
∆H298K = -4.11MJ/mol
(vi)
Methanation reaction
Methane dry reforming reaction CH4 + CO2 ↔ 2H2 + 2CO Vegetable oil partial oxidation reaction C55.2H103.7O6+ 24.6O2 ↔55.2CO+51.85H2 Scheme 3.
4.2.1
Chemical reactions of DR and ATDR
In the present thermodynamic equilibrium analysis, the vegetable oil was considered as mixture of tripalmitin (30 mole %), tristearin (25 mole %), and trioleate (45 mole %) with an average molecular composition of the mixture as C55.2H103.7O6. The key chemical reactions involved in the DR and ATDR based on the average molecular composition are represented by the Scheme 3. The reported heat of reaction of DR (Eq.(i) of Scheme 3andEqs.(i-iii)ofScheme 4) and partial oxidation (Eq.(vi) of Scheme 3) of vegetable oils was calculated using Aspen Plus [5]. As observed from heat of reaction (Eq.(i) of Scheme 3), the DR of vegetable oils are highly endothermic in nature compared to that of steam reforming (Eq.(i) of Scheme 1) that requires high temperature to reach high conversion levels.
4.2.2
Conversion of vegetable oils
The complete equilibrium conversion of vegetable oils was observed under the range of temperatures, pressure, and CCRs studied. This may be attributed to the high equilibrium constants of DR reaction of vegetable oils.
4.2.3
Equilibrium products composition
In the present study,hydrogen, carbon monoxide, carbon dioxide, methane, various hydrocarbons, various alcohols, coke (graphite forms) was considered as possible products in DR and ATDR. The compositions of the products formed in both form of reforming are shown in Table 6. As observed from the table, the mole fraction of compounds containing two or more carbon atoms and coke formed under equilibrium
Page | 27
was found to be very small and decreased with increasing CCR. Therefore, further thermodynamic equilibrium analysis was performed considering CO, H2, and methane as only products. DR reaction of tripalmitin C51H98O6+45 CO2 ↔96CO+49H2
∆H0298 = 9.15MJ/mol
(i)
∆H0298 = 10.31MJ/mol
(ii)
∆H0298 = 9.97MJ/mol
(iii)
DR reaction of tristearin C57H110O6+51CO2 ↔108CO+55H2 DR reaction of trioleate C57H104O6+51CO2 ↔108CO+52H2 scheme 4
4.2.4
Effect of pressure
The effect of pressure on hydrogen yield for DR of vegetable oil is shown in Fig. 4.7. As observed from the figure, the hydrogen yield decreases with increasing pressure. This is because of the fact that the equilibrium of DR reaction shifts to the reactant side with increase in pressure based on Le Chatelier's principle as one can see from the stoichiometry of DR reactions of Eqs.(i) of Scheme 3. Since, the elevated pressure has negative influence on the yield of hydrogen, all subsequent simulation experiments were performed at atmospheric pressure.
4.2.5
Dry reforming
Effect of triglyceride compositions.The fatty acid composition of vegetable oils generally varies depending upon source and origin of the oils. Therefore, study of the effect of triglyceride composition is important to apprehend the behavior of DR of different vegetable oils. The effect of triglyceride composition on hydrogen yield was studied for three different pure triglycerides; tripalmitin, tristearin, and trioleateover a wide range of temperatures and CCRs as shown in Fig.4.8. The DR reactions of these triglycerides are represented in Scheme 4. The heat of reaction reported for the reaction Eqs.(i), (ii),and (iii) of scheme 4 are calculated using Aspen Plus. The stoichiometric hydrogen yield and SCR require to define the hydrogen yield of Eq.(12) for these triglycerides were obtained from the respective DR reaction. The hydrogen yield was found to increase with increasing temperature and decreasing CCR for the triglycerides as one can observe form the Fig.4.8. This is because of the fact that endothermic dry reforming reaction of Eq. (i) of scheme 3 favors at higher increasing temperature. The maximum
Page | 28
hydrogen yield was observed for tristearin followed by trioleate and tripalmitin. This is because of the fact that tristearin has highest potential yields hydrogen followed by trioleate and tripalmitin as observed from Eqs. (i-iii) of scheme 4. All subsequent studies were performed using the mixture of tripalmitin (30 mole %), tristearin (25 mole %), and trioleate (45 mole %).
Carbon dioxide conversion.Figure4.9 shows the effects of CCR and temperature on CO2 conversion. The conversion of CO2 was found to increase with increasing temperature for a fixed CCR as observed from the Fig. 4.9a. It can be further observed from the figure that increase in conversion of CO2 is rapid above 800K and reaches saturation above about 1000K depending on CCR. This is due to the fact that dry reforming of vegetable oils and r-WGSR are endothermic and hence favors at high temperatures that leads to increase in conversion of CO2. The conversion of CO2 however found to decrease with increasing CCR for a fixed temperature as observed from the Fig. 4.9b. This is because of the excess quantity of CO2 used in the reaction.
Hydrogen yield.Figure4.10 shows the effects of CCR and temperatures on hydrogen yield. The hydrogen yield was found to increase with increasing CCR up to temperature of 873K. However, the hydrogen yield increases with increasing CCR at temperature of 973K and above, reaches maxima, and then decreases with increasing CCR as observed from the Fig. 4.10a. This is because of the fact that the moles of CO2 increases in the reactant side of dry reforming reaction (Eqs.(i) and (v) of scheme 3) with increase in CCR and hence the equilibrium shifts towards the product side resulting in increase in hydrogen yield with increasing CCR. The r-WGSR is also endothermic reaction and favors at high temperature. Therefore, at higher temperatures with high CCR, r-WGSR Eq. (ii) of scheme 3favors and dominates over DR reactions resulting in decrease in hydrogen yield with increasing CCR. The effect of temperature on hydrogen yield is shown in Fig.4.10b. The hydrogen yield was found to increase with increasing temperature for CCR= 1. However, for CCR > 1, the hydrogen yield was found to increase with increasing temperature, reached a maximum at about 900- 1000K, and then decreased with further increase in temperature. The arguments similar to that of Fig. 4.9a can also be used to explain this trend of results. Further, it can be observed from the figure that hydrogen yield increases with CCR below the temperature of maximum hydrogen yield; whereasopposite trend is observed above the temperature of maximum hydrogen yield (Fig.4.9b). At relatively low temperatures the dry reforming reactions (Eq.(i) and (v) of Scheme 3) increases with increase in CCR resulting in increase in hydrogen yield. At sufficiently high temperature, the DR of methane and reverse methanation reaction becomes unimportant as the concentration of methane becomes very small and endothermic reverse WGSR increases with increase in CCR that results decrease in hydrogen yield with increase in CCR.
Page | 29
CO yield. The effects of CCR and temperatures on yield of CO are shown in Fig. 4.11. The CO yield was found to increase with increasing CCR and temperature. The r-WGSR and DR reaction favors with increasing CCR which results increase in yield of CO with increasing CCR as observed from the Fig. 4.11a. At high temperatures the moles of CO was found to high and with increase in temperature CO yield found to increasing as observed from the Fig. 4.11b. The r-WGSR, methane and vegetable oil dry reforming reaction of scheme 3 are endothermic and hence favors at higher temperatures; whereas exothermic methenation reaction favors at lower temperature. These lead to increase in yield of CO with increasing temperature.
CH4 yield.Figure4.12 shows the effects of CCRand temperature on yield of methane. The methane yield was found to be very high at lower temperature and decreased with increase in temperature as observed from the figures. This is because of fact that the methanation is an exothermic reaction and favors at low temperatures. The methane yield was also decreased with increasing in CCR (Fig. 4.12a) as methane DR favors at higher CCR. It was further observed that at high temperatures and CCR the formation of CH 4 is very low as observed from the Fig. 4.12a.
Water yield.Figure4.13 shows the effects of CCRand temperature on yield of water. The water yield increases with increasing in CCR and temperature. As CCR and temperature increases, the exothermic rWGSR increases leading to increase in formation of water. At CCR = 1 or lower, the formation of water is quite low even at high temperatures as one can observe from the Fig.4.13b. This is because of the fact that r-WGSR does not favors at low CCR resulting in low water yield.
H2/CO mole ratio. The effect of temperature on H2/CO mole ratio for DR of vegetable oils is shown in Fig. 4.14 and results are compared with that of SR. As observed from the figure, a very high H 2/CO mole ratio can be obtained in SR of vegetable oils. The resultant synthesis gas from SR of vegetable oils followed by water gas shift reaction can be souse of high purity hydrogen suitable for its application as feedstock for chemical industries or fuel cell for electrical power generation. On the other hand, DR of vegetable oils gives a lower H2/CO mole ratio suitable for its application as Fischer-Tropsch (F-T) for production of liquid hydrocarbon fuels and chemicals. Therefore, SR and DR are complementary to each other.
Page | 30
4.2.6
Optimum operating conditions for dry reforming
Very low concentration of methane in synthesis gas is desirable one for its applications as feedstock for Fischer-Tropsch (F-T) synthesis, petroleum or fertilizer industry. As observed from Fig. 4.12, the operation of dry reforming with stoichiometric quantity of CO2 (CCR=1) requires very high reaction temperature of more than 1300K to achieve very low equilibrium concentration of methane in the product gas. The operation of DR at such high temperature is not desirable one from the point of view of economics of the overall process. On the other hand, a slight increase of CCR (1.25 to 2) will reduce the temperature of DR operation drastically to about 1000-1100K with very low selectivity of methane. It is observed from Fig. 4.10b that the maximum hydrogen yield occurs at temperature of about 950-1050K depending CCR used. The reduction of hydrogen yield due to marginal increase in temperature beyond that of maximum hydrogen yield is very less pronounced as observed from the same figure. Therefore, from this discussion it may be concluded that the optimum operating condition of DR of vegetable oils for maximum hydrogen production with very low selectivity of methane should be CCR of 1.5 to 2 in the temperature range of 1000-1050K. The optimum temperature of DR of vegetable oil is also higher than that of SR of vegetable oils.
4.2.7
Autothermal dry reforming
The ATDR was studied for different OCRs to understand the effects of OCR on hydrogen yield, yields of methane, CO, and water can be observed from the Fig.4.15. The trends obtained in ATDR is similar to DR of vegetable oil can be observed from the figures. The yield of methane and CO in ATDR was found to be lower than DR (Fig. 4.15b); whereas yield of water was found to be higher in ATDR than DR and increased with increasing OCR (Fig.4.14c). This is because of the fact that the increased amount of feed utilized for partial oxidation reaction (Eq. (vi) of Scheme 3) with increase in OCR resulting in reduction in yield of CO and methane. The increase in yield of water in ATDR is due to the fact that the r-WGSR is favorable in ATDR than DR because of lower CO yield in ATDR leading to increased water yield. However, at temperature lower than that of maximum hydrogen yield, the hydrogen yield was found to be more in ATDR than DR and increased with increasing OCR; whereas opposite trends was observed beyond the temperature of maximum hydrogen yield (Fig. 4.15a). The r-WGSR much favors in ATDR process than DR process because of less yield of CO in ATDR process.
Page | 31
4.2.8
Thermoneutral condition for ATDR
In an autothermal DR process, oxygen supplies the necessary heat via partial oxidation reaction for endothermic DR; increasing oxygen to carbon molar ratio decreases an external heat requirement. As a result, it is possible to operate the autothermal reformer without supplying external heat input by controlling OCR in the feed. This condition is referred to as a thermoneutral condition. The OCR required for maintaining thermoneutral condition depends on temperature of feed, temperature of reactor, and CCR. In the present study, the analysis of heat duty was performed considering feed consisting of vegetable oils, carbon dioxide, and oxygen entered into the reactor at the temperature of reactor. Figure4.16 depicts the variation of heat duty in ATDR of vegetable oil with temperature of reactor at different in OCR. As observed from the figure, the exothermicity of the process decreases with increase in temperature and increases with increase in OCR. The thermoneutral line (corresponding to zero heat duty) is also shown in same the figure. As shown in the figure, the thermoneutral temperature increases with increase in OCR as expected. The OCR of 0.75 is to be used for thermoneutral operation of ATDR at 950K and CCR of 1.
Page | 32
Table 6 - Product composition for DR and ATDR reforming of vegetable oil. a mole fraction Dry reforming
Autothermal dry reforming
Components (OCR = 0.5) CCR = 0.5
CCR=1.0
CCR=3.0
CCR = 0.5
CCR=1.0
CCR=3.0
hydrogen
0.04
0.24
0.141
0.31
0.27
0.125
carbon monoxide
0.67
0.64
0.47
0.577
0.54
0.393
0.00031
0.0485
0.327
0.04
0.131
0.403
coke (graphite form)
Trace
Trace
Trace
Trace
Trace
Trace
methane
0.291
0.062
0.0017
0.055
0.013
547 PPM
ethane
0.0003
2.18PPM
2.98PPB
1.38PPB
86 PPB
34 PPB
ethylene
0.0018
2.26PPM
4.88PPB
1.41PPM
91.9PPB
0.74 PPB
propane
65PPM
2.82PPB
Trace
0.14PPB
Trace
Trace
1.32PPM
0.34PPB
Trace
1.24PPB
Trace
Trace
ethanol
Trace
Trace
Trace
Trace
Trace
Trace
water
Trace
0.011
0.061
0.099
0.067
0.118
carbon dioxide
propylene
a
Conditions: temperature =973 K; pressure = 1 bar.
Page | 33
100
P = 1 bar P = 5 bar P = 10 bar P = 15 bar P = 20 bar
Hydrogen yield, %
80
60
40
20
0 600
700
800
900
1000
1100
1200
1300
1400
Temperature, K
Figure4.7: Effect of pressure on hydrogen yield for DR of vegetable oil. Conditions: CCR=1.
Page | 34
100
90
pure triglycerides Tristearin Tripalmitin Trioleate
Hydrogen yield, %
80
70
60
50
1.0
1.5
2.0
2.5
3.0
3.5
4.0
CCR
(a)
80
pure triglycerides Tristearin Tripalmitin Trioleate
Hydrogen yield, %
60
40
20
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.8: Effect of triglyceride compositions on hydrogen yield for DR of vegetable oil. Conditions: (a) temperature= 1173 K; pressure = 1 bar. (b) CCR=1; pressure = 1 bar.
Page | 35
100 90 80
CO2 conversion, %
70 60 50 40
CCR = 0.5 CCR = 1.0 CCR = 1.5 CCR = 2.0 CCR = 2.5 CCR = 3.0
30 20 10 0 700
800
900
1000
1100
1200
1300
Temperature, K
(a)
100
T = 673 K T = 773 K T = 873 K T = 973 K T = 1073 K T = 1173 K
CO2 conversion, %
80
60
40
20
1.0
1.5
2.0
2.5
3.0
CCR
(b) Figure4.9: Effect of temperature and CCR on CO2 conversion for DR of vegetable oil.
Page | 36
110
T = 673 K, T = 773 K, T = 873 K,
100 90
T = 973 K T = 1073 K T = 1173 K
Hydrogen yield, %
80 70 60 50 40 30 20 10 0 1.0
1.5
2.0
2.5
3.0
CCR
(a)
100
CCR = 0.5 CCR = 1.0 CCR = 1.5 CCR = 2.0 CCR = 2.5 CCR = 3.0
Hydrogen yield, %
80
60
40
20
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.10: Effect of CCR and temperature on hydrogen yield for DR of vegetable oil.
Page | 37
140
T = 673 K, T = 773 K, T = 873 K,
T = 973 K T = 1073 K T = 1173 K
120
CO yield
100
80
60
1.0
1.5
2.0
2.5
3.0
CCR
(a)
130
CCR = 0.5 CCR = 1.0 CCR = 1.5 CCR = 2.0 CCR = 2.5 CCR = 3.0
120 110
CO yield
100 90 80 70 60 50 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.11: Effect of CCR and temperature on CO yield for DR of vegetable oil.
Page | 38
T = 673 K, T = 773 K, T = 873 K,
30
T = 973 K T = 1073 K T = 1173 K
Methane yield
25
20
15
10
5
0 1.0
1.5
2.0
2.5
3.0
CCR
(a)
25
Methane yield, %
20
15
10
CCR = 0.5 CCR = 1.0 CCR = 1.5 CCR = 2.0 CCR = 2.5 CCR = 3.0
5
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.12: Effect of CCR and temperature on methane yield for DR of vegetable oil.
Page | 39
25
T = 673 K T = 773 K T = 873 K T = 973 K T = 1073 K T = 1173 K
20
Water yield
15
10
5
0 1.0
1.5
2.0
2.5
3.0
CCR
(a)
25
CCR = 0.5 CCR = 1.0 CCR = 1.5 CCR = 2.0 CCR = 2.5 CCR = 3.0
Water yield
20
15
10
5
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b) Figure4.13: Effect of CCR and temperature on water yield for DR of vegetable oil.
Page | 40
0.5 140 120
SCR 1 2 3
0.4
0.3 80
CCR 0.5 0.75 1.0 1.5 2
60 40 20 0 600
0.2
H2/CO mole ratio
H2/CO mole ratio
100
0.1
0.0 800
1000
1200
Temperature, K
Figure4.14: Effect of temperature on H2/CO mole ratio for SR and DR of vegetable oils.
Page | 41
100
OCR = 0.0 OCR = 0.1 OCR = 0.3 OCR = 0.5 OCR = 0.8 OCR = 1.0
Hydrogen yield, %
80
60
40
20
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(a)
OCR = 0.0 OCR = 0.1 OCR = 0.3 OCR = 0.5 OCR = 0.8 OCR = 1.0
25
Methane yield
20
15
10
5
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(b)
Page | 42
100
OCR = 0.0 OCR = 0.1 OCR = 0.3 OCR = 0.5 OCR = 0.8 OCR = 1.0
90 80 70
CO yield
60 50 40 30 20 10 0 500
600
700
800
900
1000
1100
1200
1300
Temperature, K
(c)
20
OCR = 0.0 OCR = 0.1 OCR = 0.3 OCR = 0.5 OCR = 0.8 OCR = 1.0
Water yield
15
10
5
0 600
700
800
900
1000
1100
1200
1300
Temperature, K
(d) Figure4.15: Effect of OCRs on (a) hydrogen yield, (b) methane yield, (c) CO yield, and (d) water yield for ATDR of vegetable oil. Conditions: CCR=1; pressure 1 bar.
Page | 43
3.5 3.0
OCR = 0.1 OCR = 0.2 OCR = 0.3 OCR = 0.5 OCR = 0.8 OCR = 1.0
2.5
Heat duty, MMkcal/kmol
2.0 1.5 1.0 0.5 0.0 -0.5 -1.0 -1.5 -2.0 -2.5 -3.0 -3.5 400
500
600
700
800
900
1000
1100
1200
1300
Temperature, K
Figure4.16:Thermoneutral condition for ATDR of vegetable oil. Conditions: CCR=1.
Page | 44
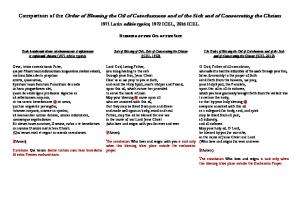
4.3 Flow sheet design T em perature (C) P ressure (bar)
100
30
338
1
1
B6
B1
B7 PMIX
700 472 B3
FEEDMIX
PFEED MIX
1
1
400 700
H PMIX
1
1
PROD
400
B5 C PR OD
1
700
30 1
1
H WATER
FEED
PFWATER B2
1 B4
30 1
FWATER
B8 422 SGAS
C WATER
Figure4.17. Flow sheet of steam reforming process.
Figure 4.17 shows the flow sheet of vegetable oils steam reforming process. The water and feed consisting of vegetable oils are premixed in a mixer and the mixed stearm is then sent to furnace (B1) to reach to a desired temperature before entering into the reactor. The pre heated feed mixture is then passed to reformer B4. The reformer is operating at a temperature of 973 K and 1 bar pressure. The reforming reaction takes place at high temperature, so the flue gas leaving the primary reformer is still at a very high temperature and contains sufficient sensible heat to accomplish these duties. The results are reported in Table 7. The heat is utilized for preheating of feed water to plug flow reactor B8. The synthesis gas from the reformer is rich in H2 and in CO. The shift reaction, CO + H2O ↔CO2 + H2, can be used to increase the H2 content. The synthesis gas from the reformer sent to packed bed reactor B8 with rhodiumpromoted iron–chromium oxide catalyst. The packed bed reactor is operating at high temperatures of 673 K and 1 bar pressure. The product compositions are reported in Table 8.
Page | 45
1
Table 7. Composition of principal streams of steam reforming process.
123 Stream ID
FEED
Temperature
C
Pres sure
bar
Vapor Frac Mole Flow
kmol/hr
Mas s Flow
kg/hr
Volume Flow
cum/hr
Enthalpy
MM kcal/hr
Mole Flow
kmol/hr
FWATER
PFW ATER
FEEDM IX
PFEEDMIX
PROD
30.0
30.0
700.0
471.8
700.0
700.0
1.000
1.000
1.000
1.000
1.000
1.000
0.000
0.000
1.000
1.000
1.000
1.000
3.000
313.200
313.200
316.200
316.200
620.288
2590.547
5642.386
5642.386
8232.933
8232.933
8232.967
7.021
5.707
25341.295
19584.621
25584.027
50188.076
-1.027
-21.345
-16.227
-17.254
-16.141
-11.543
0.750
0.750
TRIS
0.750
TRIP
0.900
WATER
313.200
313.200
0.900
0.900
313.200
313.200
CO
116.051 101.990
CO2
56.580
HYDROGEN
338.637
CH4
7.031
C2H4
trace
C2H6
< 0.001
C3H8
trace
C3H6
trace
TRIOLEIN
1.350
1.350
1.350
C
trace
Mole Frac TRIS
0.250
0.002
0.002
TRIP
0.300
0.003
0.003
0.991
0.991
WATER
1.000
1.000
0.187
CO
0.164
CO2
0.091
HYDROGEN
0.546
CH4
0.011
C2H4
14 PPB
C2H6
33 PPB
C3H8
trace
C3H6
trace
TRIOLEIN C
0.450
0.004
0.004 trace
Page | 46
Table 8. Composition of principal streams of water shift gas conversion process.
123 Stream ID
PROD
CWAT ER
HWAT ER
CPROD
PM IX
HPM IX
SGAS
T emperature
C
700.0
30.0
99.6
400.0
338.4
400.0
422.0
Pressure
bar
1.000
1.000
1.000
1.000
1.000
1.000
1.000
Vap or Frac M ole Flow
kmol/hr
M ass Flow
kg/hr
Volume Flow
cum/hr
Enthalp y
M M kcal/hr
M ole Flow
kmol/hr
1.000
0.000
0.985
1.000
1.000
1.000
1.000
620.288
140.000
140.000
620.288
760.288
760.288
760.288
8232.967
2522.139
2522.139
8232.967
10755.106
10755.106
10755.106
50188.076
2.551
4275.824
34716.234
38659.318
42551.742
43942.425
-11.543
-9.541
-8.022
-13.062
-21.084
-20.707
-21.466
WATER
116.051
140.000
140.000
116.051
256.051
256.051
157.187
CO
101.990
101.990
101.990
101.990
3.125
TRIS TRIP
CO2 HYDROGEN CH4
56.580
56.580
56.580
56.580
155.444
338.637
338.637
338.637
338.637
437.502
7.031
7.031
7.031
7.031
7.031
C2H4
trace
trace
trace
trace
trace
C2H6
< 0.001
< 0.001
< 0.001
< 0.001
< 0.001
C3H8
trace
trace
trace
trace
trace
C3H6
trace
trace
trace
trace
trace
trace
trace
trace
trace
trace
0.187
0.337
0.337
0.207
TRIOLEIN C M ole Frac TRIS TRIP WATER
0.187
1.000
1.000
CO
0.164
0.164
0.134
0.134
0.004
CO2
0.091
0.091
0.074
0.074
0.204
HYDROGEN
0.546
0.546
0.445
0.445
0.575
CH4
0.011
0.011
0.009
0.009
0.009
C2H4
14 PPB
14 PPB
11 PPB
11 PPB
11 PPB
C2H6
33 PPB
33 PPB
27 PPB
27 PPB
27 PPB
C3H8
trace
trace
trace
trace
trace
C3H6
trace
trace
trace
trace
trace
trace
trace
trace
trace
trace
TRIOLEIN C
Page | 47
Chapter 5 Conclusions Thermodynamic equilibrium analysis of SR, DR, ATSR and ATDR of vegetable oils was studied by Gibbs free energy minimization method considering vegetable oils as a mixture of triglycerides consisting of three same fatty acid groups in their structure. The available physical and chemical properties of the considered triglycerides were used to regress the property method, UNIF-LBY. The regressed property method was then used to evaluate plausible products and to understand the effect of process variables on hydrogen yield and selectivity of CO and methane for reforming of vegetable oils. The mole fraction of compounds containing two or more carbon atoms and coke formed under equilibrium was found to be very small. The effect of process variables on hydrogen yield and selectivity of CO and methane for reforming of vegetable oils was studied. The hydrogen yield was found to increase with increase in SCR and temperature. It was observed that the selectivity of methane decreased with increasing temperature and SCR. The increase in SCR and decrease in temperature resulted decrease in selectivity of CO. The optimum condition of SR of vegetable oils for maximum yield of hydrogen with very low selectivity of methane was determined to be about 875-925K and SCR of 5-6. The hydrogen yield and selectivity of CO and methane in ATSR of vegetable oils was observed to be less compared to SR although the trends of results were similar to that of SR. The study was further extended to determine the thermoneutral conditions for various operating conditions. The regressed property method was also used to study the effect of various process variables of DR of vegetable oils, pressure, temperature, and carbon dioxide-carbon mole ratio on hydrogen, CO, methane, and water yield and conversion of carbon dioxide. The hydrogen yield was found to increase with decrease in CCR and increase in temperature. It was observed that methane yield decreased with increase in temperature and CCR. The decrease in CCR and temperature resulted decrease in CO yield. The optimal condition of dry reforming of vegetables for hydrogen rich synthesis gas was determined to be about 1150-1250K and CCR of 1-1.5. Study was further extended to ATDR of vegetable oils for various oxygen-carbon mole ratios. For ATSR the conditions for thermo neutral operation of vegetable oils reforming was determined to be about 923-1000K and OCR of 0.75-0.8. Furthermore, a base case flow sheet for steam reforming of vegetable oils was developed including the key processing steps using Aspen plus based on the optimal operating conditions of SR as obtained from thermodynamic equilibrium analysis.
Page | 48
Chapter 6 Scope for further works Present work deals with the detailed thermodynamic analysis of various reforming processes of vegetable oils. Further investigations to be carried out in the following directions: The study can be further extended to thermodynamic analysis using CaO as CO2 adsorbent or reforming followed by water gas shift reaction to improve the yield and purity of hydrogen. Thermodynamic analysis can also be done to explore the understanding of coke formation. Development of reforming process flow sheet with heat integration and sensitivity study. Steam reforming of vegetable oils using various metal oxide supported metal catalyst and compare the experimental results with Aspen Plus simulation is also another scope of work.
Page | 49
References [1]
Adhikari S, Fernando S, Gwaltney SR, To SDF, Bricka RM, Steele PH, Haryanto A. A thermodynamic analysis of hydrogen production by steam reforming of glycerol. Int J Hydrogen Energy 2007; 32(14):2875-80.
[2]
Ahmed S, Krumpelt M. Hydrogen from hydrocarbon fuels for fuel cells. Int J Hydrogen Energy 2001; 26:291–301.
[3]
Althenayan FM, Yei Foo S, Kennedy EM, Dlugogorski BZ, Adesina A. Bimetallic Co–Ni/Al2O3 catalyst for propane dry reforming: Estimation of reaction metrics from longevity runs. Chemical Engineering Science 2010; 65(1):66-73.
[4]
Amin, NAS, Yaw TC. Thermodynamic equilibrium analysis of combined carbon dioxide reforming with partial oxidation of methane to syngas. Int J Hydrogen Energy 2007; 32(12):1789-98.
[5]
Aspen Plus users guide. Aspen Engineering v7.1: Getting started building and running a process model. Aspen Technology, Inc. Burlington, MA, January 2009, 75-87.
[6]
Assabumrungrat S, Laosiripojana N, Piroonlerkgul P. Determination of the boundary of carbon formation for dry reforming of methane in a solid oxide fuel cell. J Power Sources 2006; 159(2):1274-82.
[7]
Authayanun S, Arpornwichanop A, Paengjuntuek W, Assabumrungrat S. Thermodynamic study of hydrogen production from crude glycerol autothermal reforming for fuel cell applications. Int J Hydrogen Energy 2010; 35(13):6617-23.
[8]
Ayabe S, Omoto H, Utaka T, Kikuchi R, Sasaki K, Teraoka Y, Eguchi K. Catalytic autothermal reforming of methane and propane over supported metal catalysts. ApplCatal 2003; 241:261-9.
[9]
Balat M. Potential alternatives to edible oils for biodiesel production – A review of current work. Energy Convers Manage 2011; 52:1479-92.
[10]
Barrio VL, Schaub G, Rohde M, Rabe S, Vogel F, Cambra JF. Reactor modeling to simulate catalytic partial oxidation and steam reforming of methane. Comparison of temperature profiles and strategies for hot spot minimization. Int J Hydrogen Energy 2007; 32:1421–8.
[11]
Chen D, Lødeng R, Anundskås A, Olsvik O, Holmen A. Deactivation during carbon dioxide reforming of methane over Ni catalyst: microkinetic analysis. Chemical Engineering Science 2001; 56(4):1371-1379.
Page | 50
[12]
Chen H, Zhang T, Dou B, Dupont V, Williams P, Ghadiri M, Ding Y. Thermodynamic analyses of adsorption-enhanced steam reforming of glycerol for hydrogen production. Int J Hydrogen Energy 2009; 34:7208-22.
[13]
Chen W-H, Lin M-R, Lu J-J, Chao Y, Leu T-S. Thermodynamic analysis of hydrogen production from methane via autothermal reforming and partial oxidation followed by water gas shift reaction. Int J Hydrogen Energy 2010; 35:11787-97.
[14]
Chen W-H, Syu Y-j. Thermal behavior and hydrogen production of methanol steam reforming and autothermal reforming with spiral preheating. Int J Hydrogen Energy 2011; 1-12.
[15]
Corbo P, Migliardini F. Hydrogen production by catalytic partial oxidation of methane and propane on Ni and Pt catalysts. Int J Hydrogen Energy 2007; 32:55–66.
[16]
Comas J, Laborde M, Amadeo N. Thermodynamic analysis of hydrogen production from ethanol using CaO as a CO2 sorbent. J Power Sources 2004; 138(1-2):61-7.
[17]
Demirbas A. Biodiesel production from vegetable oils via catalytic and non-catalytic supercritical methanol transesterification methods. Prog Energy Combust Sci 2005; 31:466-87.
[18]
Dry ME. The Fischer–Tropsch process: 1950–2000. Catalysis Today. 2002; 71(3-4):227-241.
[19]
Faungnawakij K, Kikuchi R, Eguchi K. Thermodynamic evaluation of methanol steam reforming for hydrogen production. J Power Sources 2006; 161:87-94.
[20]
Garcia EY, Laborde MA. Hydrogen production by the steam reforming of ethanol: Thermodynamic analysis. Int J Hydrogen Energy 1991; 16:307-312.
[21]
Goodrum JW, Deller DP. Rapid thermogravimetric measurements of boiling points and vapor pressure of saturated medium- and long-chain triglycerides. BioresourTechnol 2002; 84:75-80.
[22]
Gregor JH. Fischer-Tropsch products as liquid fuels or chemicals: An economic evaluation. Catalysis letters 1990; 7:317-332.
[23]
Hou Z, Gao J, Guo J, et al. Deactivation of Ni catalysts during methane autothermal reforming with CO2 and O2 in a fluidized-bed reactor. Journal of Catalysis 2007; 250(2):331-341.
[24]
Jager B, Espinoza R. Advances in low temperature Fischer-Tropsch synthesis. Catalysis Today 1995; 23(1):17-28.
[25]
Jones JC. Synthesis gas derived fuels and carbon neutrality. Fuel 2007; 86(12-13):2021-2021.
[26]
Kale GR., Kulkarni BD. Thermodynamic analysis of dry autothermal reforming of glycerol. Fuel Process Technol 2010; 91(5):520-30.
[27]
Kale GR, Kulkarni BD. Thermoneutral point analysis of ethanol dry autothermal reforming. ChemEng J 2010; 165(3):864-73.
[28]
Khodakov AY, Chu W, Fongarland P. Advances in the development of novel cobalt Fischer-
Page | 51
Tropschcatalysts for synthesis of long-chain hydrocarbons and clean fuels. Chemical reviews 2007; 107(5):1692-744. [29]
Kohn MP, Castaldi MJ, Farrauto RJ. Auto-thermal and dry reforming of landfill gas over a Rh/γAl2O3 monolith catalyst. Applied Catalysis B: Environmental 2010; 94(1-2):125-133.
[30]
Laosiripojana N, Assabumrungrat S. Catalytic dry reforming of methane over high surface area ceria. ApplCatal B 2005; 60:107–16.
[31]
Li Y, Wang, Y, Zhang X, Mi Z. Thermodynamic analysis of autothermal steam and CO2 reforming of methane. Int J Hydrogen Energy 2008; 33:2507-14.
[32]
Li Y, Wang W, Chen B, Cao Y. Thermodynamic analysis of hydrogen production via glycerol steam reforming with CO2 adsorption. Int J Hydrogen Energy 2010; 35(15):7768-77.
[33]
Li M. Thermodynamic analysis of adsorption enhanced reforming of ethanol. Int J Hydrogen Energy 2009; 34:9362-72.
[34]
Lima da Silva A, Mueller, IL. Hydrogen production by sorption enhanced steam reforming of oxygenated hydrocarbons (ethanol, glycerol, n-butanol and methanol): Thermodynamic modeling. Int J Hydrogen Energy 2011; 36(3):2057-75.
[35]
Lv PM, Xiong ZH, Chang J, Wu CZ, Chen Y, Zhu JX. An experimental study on biomass air–steam gasification in a fluidized bed. BioresourTechnol 2004; 95:95–101.
[36]
Lwin Y, Daud WRW, Mohamad AB, Yaakob Z. Hydrogen production from steam methanol reforming: Thermodynamic analysis. Int J Hydrogen Energy 2000; 25:47-53.
[37]
Maher KD, Bressler DC. Pyrolysis of triglyceride materials for the production of renewable fuels and chemicals. BioresourTechnol 2007; 98(12):2351-68.
[38]
Marquevich M, Coll R, Montane D. Steam reforming of sunflower oil for hydrogen production. IndEngChem Res 2000; 39(7):2140-47.
[39]
Marquevich M, Medina F, Montane D. Hydrogen production via steam reforming of sunflower oil over Ni/Al catalysts from hydrotalcitematerials. CatalCommun 2001; 2:119-24.
[40]
Mas V, Kipreos R, Amadeo N, Laborde M. Thermodynamic analysis of ethanol/water system with the stoichiometric method. Int J Hydrogen Energy 2006; 31: 21–8.
[41]
Morad NA, Kamal AAM, Panau F, Yew TW. Liquid specific heat capacity estimation for fatty acids,triacylglycerols, and vegetable oils based on their fatty acid composition. J. Am Oil ChemSoc 2000; 77:1001-5.
[42]
Nahar GA, Madhani SS. Thermodynamics of hydrogen production by the steam reforming of butanol: Analysis of inorganic gases and light hydrocarbons. Int J Hydrogen Energy 2010; 35(1): 98-109.
Page | 52
[43]
Nahar GA. Hydrogen rich gas production by the autothermal reforming of biodiesel (FAME) for utilization in the solid-oxide fuel cells: A thermodynamic analysis. Int J Hydrogen Energy 2010; 35(17):8891-911.
[44]
Oezkara-Aydinoglu S. Thermodynamic equilibrium analysis of combined carbon dioxide reforming with steam reforming of methane to synthesis gas. Int J Hydrogen Energy 2010: 35(23):12821-28.
[45]
Parmar RD, Kundu A, Karan K. Thermodynamic analysis of diesel reforming process: Mapping of carbon formation boundary and representative independent reactions. J Power Sources 2009; 194(2):1007-20.
[46]
Qi A, Wang S, Fu G, Wu D. Autothermal reforming of n-octane on Ru- based catalysts. ApplCatal A: General 2005; 293:71–82.
[47]
Rabenstein G, Hacker V. Hydrogen for fuel cells from ethanol by steam-reforming, partial-oxidation and combined auto-thermal reforming: A thermodynamic analysis. J Power Sources 2008; 185:1293304.
[48]
Rosen MA. Thermodynamic investigation of hydrogen production by steam methane reforming. Int J Hydrogen Energy 1991; 16:207-17.
[49]
Rossi CCRS, Alonso CG, Antunes OAC, Guirardello R, Cardozo-Filho L. Thermodynamic analysis of steam reforming of ethanol and glycerine for hydrogen production. Int J Hydrogen Energy 2009; 34:323-32.
[50]
Schulz H. Short history and present trends of Fischer–Tropsch synthesis. Applied Catalysis A: General 1999; 186(1-2):3-12.
[51]
Semelsberger TA, Borup RL. Thermodynamic equilibrium calculations of dimethyl ether steam reforming and dimethyl ether hydrolysis. J Power Sources 2005; 152:87-96.
[52]
Sharma PO, Abraham MA, Chattopadhyay S. Development of a novel metal monolith catalyst for natural gas steam reforming. IndEngChem Res 2007; 46:9053–60.
[53]
Shamsi A. Partial oxidation and dry reforming of methane over Ca/Ni/K(Na) catalysts. CatalLett 2006; 109:189–93.
[54]
Silva AL, Malfatti CF, Müller I L. Thermodynamic analysis of ethanol steam reforming using Gibbs energy minimization method: A detailed study of the conditions of carbon deposition. Int J Hydrogen Energy 2009; 34:4321-30.
[55]
Silva AM da, Costa LOO da, Souza KR, Mattos LV, Noronha FB. The effect of space time on Co/CeO2
catalyst
deactivation during oxidative steam reforming of ethanol.
Catalysis
Communications 2010; 11(8):736-740. [56]
Smejkal Q, Smejkalová L, Kubička D. Thermodynamic balance in reaction system of total vegetable oil hydrogenation. ChemEng J 2009; 146:155-160.
Page | 53
[57]
Udani PPC, Gunawardana PVDS, Lee HC, Kim DH. Steam reforming and oxidative steam reforming of methanol over CuO – CeO2 catalysts. Int J Hydrogen Energy. 2009; 34(18):7648-7655.
[58]
Vagia EC, Lemonidou AA. Thermodynamic analysis of hydrogen production via steam reforming of selected components of aqueous bio-oil fraction. Int J Hydrogen Energy 2007; 32:212 –23.
[59]
Vagia EC, Lemonidou AA. Thermodynamic analysis of hydrogen production via autothermal steam reforming of selected components of aqueous bio-oil fraction. Int J Hydrogen Energy 2008; 33:2489500.
[60]
Vasudeva K, Mitra N, Umasankar P, Dhingra SC. Steam reforming of ethanol for hydrogen production: thermodynamic analysis. Int J Hydrogen Energy 1996; 21:13-8.
[61]
Wang H, Wang X, Li M, Li S, Wang S, Ma X. Thermodynamic analysis of hydrogen production from glycerol autothermal reforming. Int J Hydrogen Energy 2009; 34:5683- 90.
[62]
Wang W. Hydrogen production via dry reforming of butanol: Thermodynamic analysis. Fuel 2011; 90(4):1681-8.
[63]
Wang W, Cao Y. Hydrogen production via sorption enhanced steam reforming of butanol: Thermodynamic analysis. Int J Hydrogen Energy 2011; 36(4):2887-95.
[64]
Wang X, Li S, Wang H, Liu B, Ma X. Thermodynamic analysis of glycerin steam reforming. Energy & Fuels 2008; 22(6):4285-91.
[65]
Wang X, Li M, Wang M, Wang H, Li S, Wang S, Ma X. Thermodynamic analysis of glycerol dry reforming for hydrogen and synthesis gas production. Fuel 2009; 88(11):2148-53.
[66]
Wang X, Li M, Li S, Wang H, Wang S, Ma X. Hydrogen production by glycerol steam reforming with/without calcium oxide sorbent: A comparative study of thermodynamic and experimental work. Fuel Process Technol 2010; 91:1812-8.
[67]
Wang X, Wang N, Zhao J, Wang L. Thermodynamic analysis of propane dry and steam reforming for synthesis gas or hydrogen production. Int J Hydrogen Energy 2010; 35:12800-07.
[68]
Wilhelm DJ, Sinbeck DR, Karp AD, Dickenson RL. Syngas production for gas-to-liquids applications: technologies, issues and outlook. Fuel Processing Technology 2001; 71(1-3):139-148.
[69]
Yang G, Yu H, Peng F, Wang H, Yang J, Xie D. Thermodynamic analysis of hydrogen generation via oxidative steam reforming of glycerol. Renewable Energy 2011; 36(8):2120-7.
[70]
Ye G, Xie D, Qiao W, Grace JR, Lim CJ. Modeling of fluidized bed membrane reactors for hydrogen production from steam methane reforming with Aspen Plus. Int J Hydrogen Energy 2009; 34:475563.
[71]
Zeng G, Tian Y, Li Y. Thermodynamic analysis of hydrogen production for fuel cell via oxidative steam reforming of propane. Int J Hydrogen Energy 2010; 35:6726-37.
Page | 54
[72]
Zhang J, Zhang X, Chen Z, Li L. Review Thermodynamic and kinetic model of reforming coke-oven gas with steam. Energy 2010; 35:3103-8.
[73]
http://pubchem.ncbi.nlm.nih.gov
Page | 55